
Этапы производства опор
Общество с ограниченной ответственностью «Промнефтегаз» с 2011 года производит опоры и соединительные элементы трубопроводов.
Технологические процессы производства и контроля изделий рассмотрим на примере изготовления хомутовой опоры и увидим каждый из этапов изготовления продукции.
1. Закуп материалов и входной контроль
Прежде всего, заказ, включенный в план производства, передается в производственно-технический отдел, где инженеры-конструкторы производят различные расчеты, разрабатывают сборочные и подетальные чертежи, рассчитывают количество сырья, материалов и стальных заготовок.
| Закуп листов: | Закуп трубы: |
| ММК (ПАО «Магнитогорский металлургический комбинат») | ЧТПЗ (ПАО «Челябинский трубопрокатный завод») |
| «Мечел» | ПНТЗ (АО «Первоуральский новотрубный завод» ) |
| АМЗ (ПАО «Ашинский металлургический завод) | СПК (АО «Сталепромышленная компания») |
| Прочие предприятия | |
Поступившее на производство сырье и материалы подвергаются входному контролю, в процессе которого проверяются: упаковка, маркировка, внешний вид продукции, сопроводительная документация. По результатам такой проверки составляется акт входного контроля. Металл сортируется по толщине и маркам стали и складируется.
2. Резка металла на установке плазменной резки
Со склада металл поступает на заготовительный участок, где на установке термической плазменной резки в соответствии с картой раскроя осуществляется резка листа на заготовки.
Плазменная резка – это современный технологичный метод резки металлов с высоким качеством реза. Толщина разрезаемой металлической заготовки может доходить до 200 мм.
Процесс плазменной резки состоит из нескольких этапов:
1. Дуговой разряд, возникающий между соплом и электродом в плазмотроне, формируется инертным газом в поток плазмы высокой температуры.
2. Металл расплавляется под воздействием плазменного потока, температура которого может достигать +20 000°С.
3. Металл выдувается из зоны резки воздухом (инертным газом).
2.1 Полученные заготовки
Полученные таким образом заготовки подвергаются визуально-измерительному контролю. Контролер осматривает заготовки, проверяет на отсутствие дефектов и на соответствие заданным чертежам.
3. Вальцовка на трехвалковом станке и прессование
Далее допущенным в производство заготовкам придают необходимую форму. Из этих деталей позже будет состоять готовое изделие.
Детали подвергаются холодной гибке на нескольких гидравлических прессах и листогибах, а цилиндрическую форму придают на вальцовочном станке. Этот процесс называется вальцеванием.
В нашем производстве мы используем вальцовочный станок с тремя цилиндрами (трехвалковый), через который протягивается заготовка. С его помощью осуществляется процесс вальцовки металла. Деталь изгибается за счет заднего вала, а радиус закрепления зависит от расстояния между верхним и задним валом.
Вальцовкой обрабатываются изделия из нержавейки, цветных и черных металлов, оцинкованного листа, профильного и трубного проката.
Также мы производим прессовку заготовок из металла на гидравлическом прессе. Под воздействием пресса давление на металл осуществляется равномерно, заготовка плавно растягивается, что гарантирует отсутствие царапин и трещин на будущем изделии.
4. Выполнение болтовых отверстий
Для последующего крепления трубопровода в полухомутах опоры выполняют болтовые отверстия. В соответствии с требованиями ГОСТ они могут быть выполнены сверлением или пробивкой. Наиболее производительным способом при этом является пробивка отверстий. Для этого мы используем специальный пробивной станок, который подобно дыроколу способен делать в металле отверстия любых размеров.
На каждом этапе производства детали проверяет контролер, процесс контроля качества непрерывен. Только так можно добиться должного качества конечного изделия.
5. Сборочные и сварочные работы
Постепенно все детали поступают на участок сборки, комплектуются, при необходимости размечаются. Рабочий собирает опору, и она принимает вид готового изделия. Рабочий руководствуется сборочным чертежом, а его опыт способствует оптимизации процесса сборки, повышению производительности и исключению брака.
Следующий важный этап производства – сварка. Опора проваривается, становится единым целым, ее конструкция становится прочной, способной выдержать значительные нагрузки трубопровода. Мы используем полуавтоматическую сварку плавящимся электродом в защитном газе. Это достаточно прогрессивный вид сварки, применяемый при крупносерийном и массовом производстве. Специалисты-сварщики, сварочное оборудование и материалы, а также сама технология сварки прошли соответствующую аттестацию НАКС.
5.1 Контроль качества
Как производители мы несем ответственность за качество своей продукции. Поэтому большое внимание уделяется контролю ОТК — подтверждению соответствия продукции установленным требованиям.
Отдел технического контроля следит за правильным выполнением производственных операций и качеством готовой продукции. Также осуществляется входной контроль — проверка качества закупаемого сырья и материалов, которые поступают в производство.
По окончании сварочных работ, качество сварных швов обязательно визуально контролируется на отсутствие дефектов, а для контроля параметров шва применяются универсальные шаблоны сварщика.
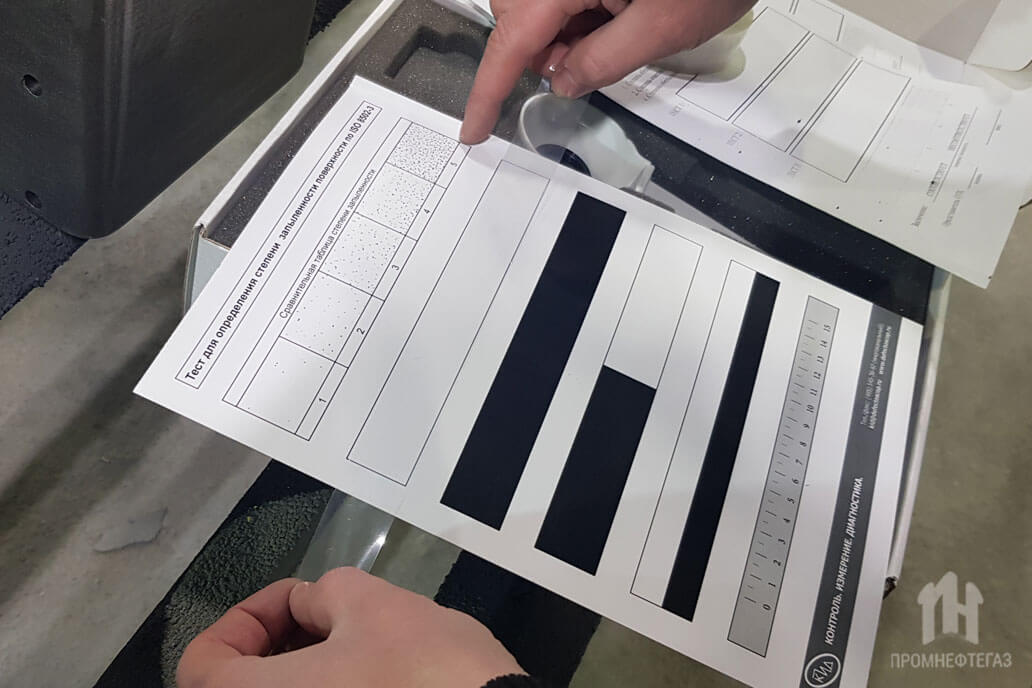
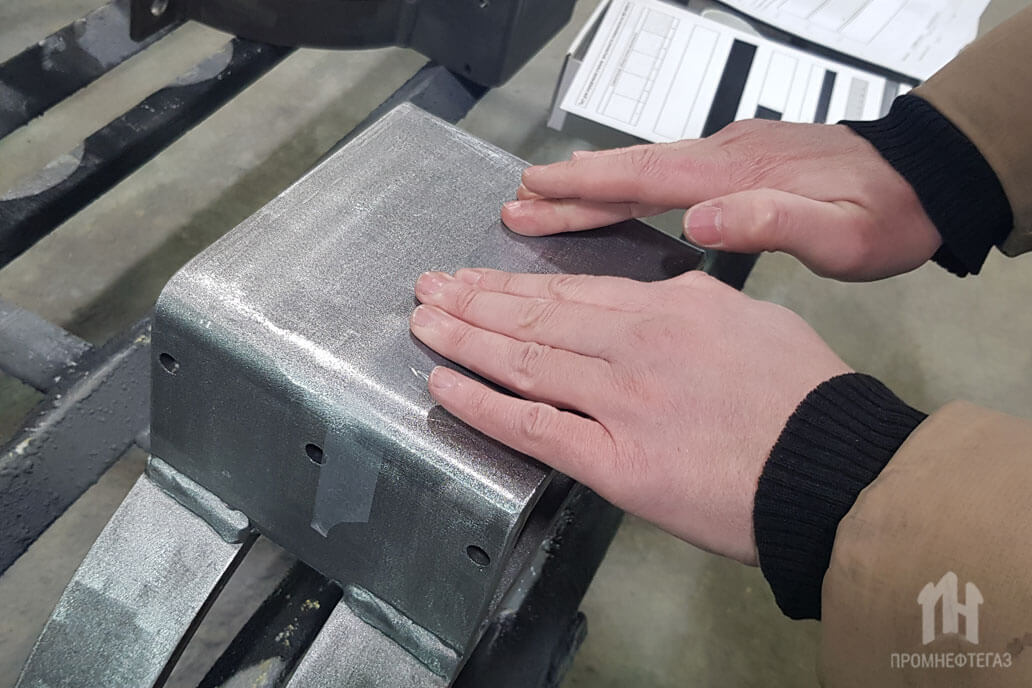
6. Подготовка поверхности под окраску под контролем ОТК
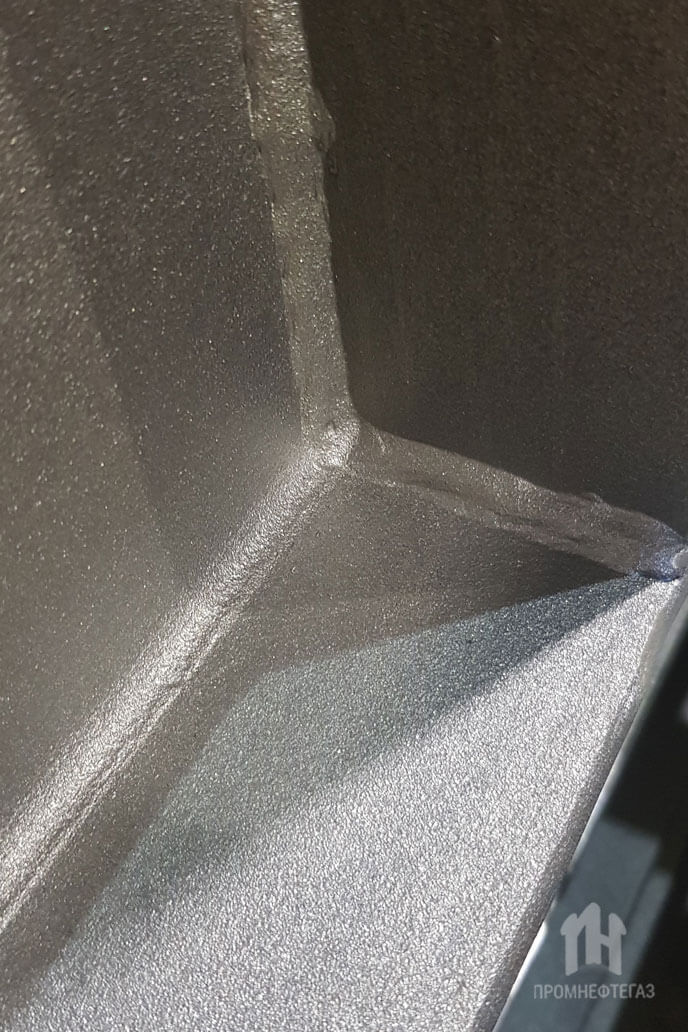
Далее опору и ответные полухомуты готовят к окрашиванию. Все детали производства «Промнефтегаз» проходят 100% дробеструйную обработку, при которой металлические изделия подвергается воздействию мелкой литой дробью. Абразивные частицы подаются на деталь с большой скоростью, за счет чего происходит удаление с поверхности окалины, жирного налета, ржавчины, мелких сварочных брызг и пр. Металлическая поверхность становится чистой и матовой, доводится до нужной шероховатости для хорошей адгезии при последующем окрашивании.
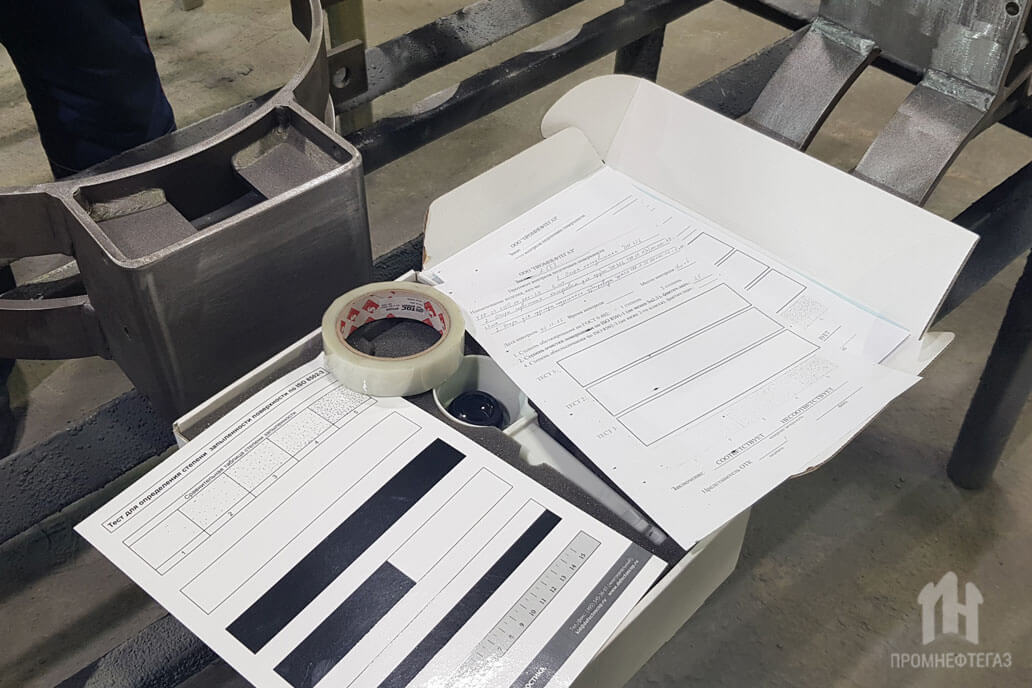
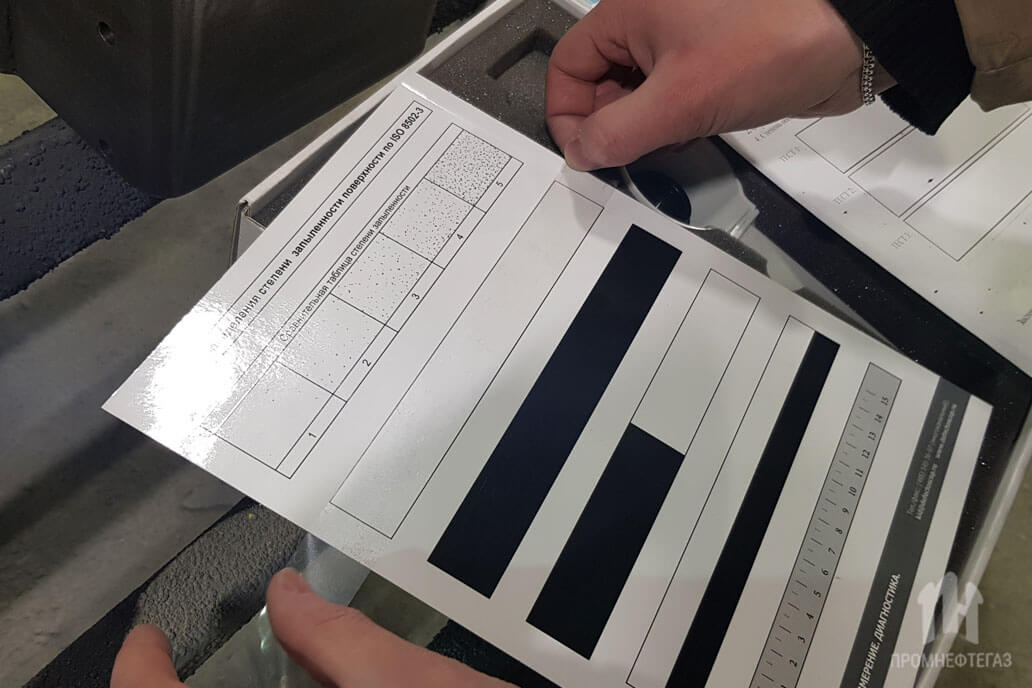
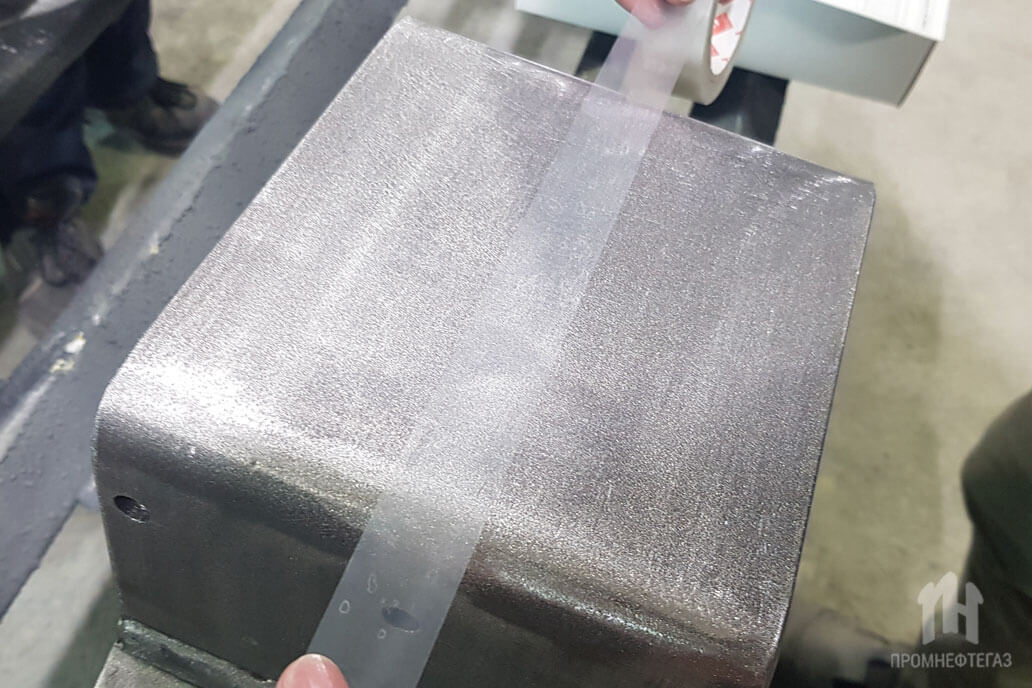
После обеспыливания поверхностей деталей сотрудники ОТК контролируют готовность к окраске. Специальная липкая лента наклеивается на поверхность детали, а затем на тестовую карту. Результаты чистоты поверхности сравниваются с контрольными образцами.
Теперь опора направляется на малярный участок. Чтобы в процессе работы опора долго сохраняла свои эксплуатационные качества, ее необходимо защитить от воздействия атмосферных факторов. Мы наносим на опору антикоррозийное покрытие. Обычно это грунты на алкидной основе. Но в последнее время по требованию покупателей все чаще используем многослойное покрытие цинконаполненными грунтами. Это позволяет увеличить срок эксплуатации опор до 25 лет. Параметры окрашенной поверхности после высыхания проверяются контролером ОТК, толщина покрытия контролируется с помощью поверенного толщиномера.
7. Окраска
Для защиты от возникновения и развития коррозионных процессов на поверхности металлоконструкций (опоры трубопроводов, подвески и блоки, ростверки, траверсы и пр.) наносится антикоррозийное покрытие, что позволяет увеличить срок эксплуатации изделий. В основном мы используем эпоксидные, полисилоксановые, полиуретановые составы. Также опоры трубопроводов покрываем однокомпонентным эпоксидным цинкнаполненным грунтом с использованием смеси цинковых пигментов с различной формой частиц.
Покрытие таким грунтом позволяет защитить металл от агрессивной промышленной атмосферы, цинконаполненный грунт обладает химической стойкостью к нефтепродуктам, морской и пресной воде, он относится к не воспламеняющимся и не распространяющим пламя на поверхности. Эксплуатационный срок покрытия цинконаполненными грунтами за счет нанесения в 2-3 слоя может быть увеличен до 20 и более лет.
Затем готовая продукция маркируется несмываемой краской. Для этого применяется струйный электронный маркиратор. Такая маркировка устойчива к воздействию атмосферных осадков и прочих внешних факторов. Она сохранится на опоре в течение всего срока её эксплуатации.
8. Упаковка
Готовые металлоизделия подвергаются приемке специалистом ОТК и паспортизируются.
На последнем этапе готовая продукция тщательно упаковывается в деревянные крепления из бруса, обработанного антисептиком, перекладывается гофрокартоном, чтобы покупатель получил металлоизделие без повреждений.
Вся упаковка соответствует нормативам ГОСТ и рабочим документам Заказчика.
Мы рассказали об этапах производства на примере хомутовой опоры. Мы изготавливаем широкую номенклатуру опорных элементов, ознакомиться с которыми вы можете на странице каталога опор.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}